Существующие режимы и способы стерилизации
Если проанализировать существующие режимы термической стерилизации оборудования и коммуникаций, то первое, что привлекает внимание исследователей и практиков, это исключительное многообразие режимов, хотя в принципе решается одна и та же задача.
Проиллюстрируем это положение примерами.Отмечается, что стерилизация пустых аппаратов и прилегающих к ним коммуникаций осуществляется в течение 1 ч при температуре 120—126° С [10]. При указанных режимах значения критерия стерилизации меняются в диапазоне 88,8—354. В том же источнике дается и режим стерилизации линий стерильного пеногасителя: 120—124° С 1 ч, т. е. при V = 88,8-4-225,6. Указывается, что эффективная стерилизация реактора обеспечивается при 120° С в течение 30 мин (V = 44,5), матрацных колб с ватно-марлевыми пробками — при 127° С 3 ч (V=1332), колб с агаром — при 110°С 30 мин (V== =4,89) [3]. Считают [165] вполне приемлемым режим 74
стерилизации аппарата емкостью 30 л при 120° С в течение 2 ч (V = 178). В работе [134] приведено минимальное время, необходимое для стерилизации с помощью насыщенного водяного пара при различной температуре (здесь и выше значения V рассчитаны нами):
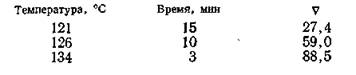
Справедливо отмечено, что одна и та же степень инактивации микроорганизмов может достигаться при бесчисленном количестве комбинаций интенсивности воздействия летального фактора (в данном случае температуры) и продолжительности его воздействия [134]. При этом указывается, что в приведенные выше значения времени необходимо вносить поправку на время, необходимое для прогрева загруженного в стерилизатор материала до заданной температуры стерилизации. Однако ничего не говорится о стадии охлаждения, доля которой в общем стерилизующем эффекте может быть весьма значительной. Отмеченные особенности, по-ви- димому, привели к тому, что рекомендуемые режимы обеспечивают различные, существенно отличающиеся друг от друга значения критерия стерилизации.
Они позволяют также сделать вывод о том, что приводимые сочетания температуры и времени необъективно отражают действительные режимы стерилизации, так как не включают поправок на стерилизующие эффекты стадий нагревания и охлаждения в цикле автоклавирования.При производстве антибиотиков рекомендуют стерилизовать аппараты при 125—130° С в течение 1 ч (V = = 2764-888), а коммуникации — при 120°С 2—4 ч (V = = 1784-356) [7]. При этом применительно к аппаратам предлагается отмечать начало выдержки только после достижения температуры 125° С. К сожалению, не приведены данные по количественной оценке эффективности режимов термической стерилизации и о фактическом тепловом эффекте, обеспечивающем стерильность оборудования и коммуникаций. Указывается стерилизация при 121° С и выдержке 10—20 мин (V = 18,3-4-36,6) [98]. Отмечено, что часть микроорганизмов будет инактивиро-
ваться в период нагревания аппаратов до максимальной температуры, а также в начальный период охлаждения аппарата.
Количественные характеристики эффективности этих стадий не приведены.
Приведенные примеры, по нашему мнению, объективно характеризуют общее положение, сложившееся в различных отраслях микробиологической промышленности при решении задач, связанных с термической стерилизацией оборудования и коммуникаций. Эти примеры позволяют сделать замечания, представляющие практический интерес. Сложившееся многообразие режимов стерилизации свидетельствует главным образом о том, что указанные режимы имеют практическую основу и не базируются на разработанных к настоящему времени теоретических основах термической стерилизации. Именно поэтому эффективность режимов, оцениваемая по значениям критерия стерилизации, варьирует в широком диапазоне (от нескольких десятков до нескольких тысяч) .
Как правило, в опубликованных работах не указан интегральный тепловой эффект, учитывающий инактивирующее воздействие повышенных температур на стадиях нагревания, выдержки и охлаждения аппаратов и коммуникаций.
Существующий подход к оценке эффективности режимов стерилизации не позволяет определить эффективность, действительно необходимую для гарантированной инактивации посторонней микрофлоры. Более того, не представляется возможным осуществление обоснованного переноса отработанных в лабораториях режимов на промышленные аппараты. Простое воспроизведение режимов, учитывающих стерилизующий эффект только на стадии выдержки, приводит к значительным перерасходам пара на производстве и необоснованному увеличению продолжительности подготовки аппаратов к эксплуатации.
Особенно следует подчеркнуть тот факт, что в большинстве публикаций отсутствуют ссылки на так называемые «слабые» точки с пониженной температурой, хотя последние во многом предопределяют необходимую длительность стерилизации как аппаратов, так и коммуникаций.
4.3.