Коллекторные трубопроводы.
Решения такого типа характерны для большинства жидкостных магистральных трубопроводов, к которым подключена группа ферментаторов или других аппаратов, работающих в асептических условиях.
Примером может служить схема коммуницирования коллекторного трубопровода для стерильной питательной среды, соединяющего установку непрерывной стерилизации (УНС) с ферментаторами. УНС типовая и применяется на многих микробиологических производствах. Для стерилизации коллекторного трубопровода предусмотрена подача острого пара по направлению от УНС к аппаратам и даже к линиям удаления отработанного конденсата в течение промежутка времени, указанного инструкциями и гарантирующего по опыту работы конкретных производств или экспериментальным данным стерилизацию коллекторов подачи стерильной питательной среды. Аналогично оформляются и коллекторы различных стерильных жидкостей, подаваемых в ферментаторы в течение рабочего цикла (растворы сахаров, пеногасители и др.), а также система коллекторных трубопроводов, предназначенная для подачи чистого посевного материала из инокуляторов в промышленные ферментаторы. Отметим, что, как 69 правило, температура не контролируется ни в одной из точек стерилизуемого объема таких коммуникаций.Принципиальная схема коллекторного трубопровода, работающего в асептических условиях, представлена на рис. 3, а. Стери.чь-
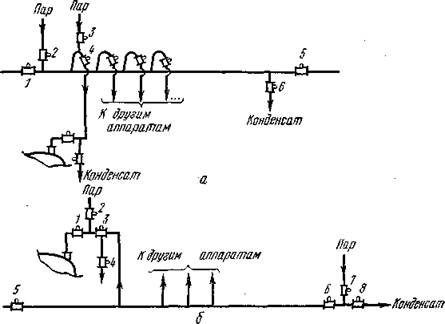
Рис. 3. Принципиальные схемы оформления типового коллекторного трубопровода, работающего в асептических условиях: а — вариант верхней разводки коммуникаций; б — вариант нижней разводки коммуникаций.
ный продукт подается через вентиль 1 в коллектор и по отводам типа «лебединая шея» поступает в аппараты. Коллектор стерилизуют путем подачи пара через вентили 1—3 в коллектор с удалением образующегося конденсата в конденсатопровод через вентили 4, 5 и 6.
Обычно стерильность таких магистралей поддерживают при закрытом вентиле I с подачей пара через вентиль 2 по направлению к вентилям 5 и б. При этом отработанный конденсат удаляют через вентиль 5 или вентиль 6, либо через оба вентиля одновременно. Последний вариант предпочтителен, поскольку уменьшает возможность загрязнения магистрального трубопровода из линии конденсата при пропусках уплотнения «седло — клапан» вентиля 6. При обработке по схеме рис. 3, б конденсат удаляют через вентили 4, 6, 8. Очевидно, что во время стерилизации закрытие одного из вентилей создает тупик, стерилизуемость которого часто вызывает затруднения. Следует обратить внимание читателя на необходимость существенного повышения надежности узлов подключения всех стерильных коммуникаций к конденсатопроводам, в которых постоянно поддерживается избыточное давление, почти равное по величине давлению пара, используемого для стерилизации оборудования и коммуникаций. В последних после термической 70обработки создается практически атмосферное давление, а отсекающие вентили на границе стерильный коллектор — конденсато- провод становятся, таким образом, единственным барьером на пути загрязнений. Создание термических затворов в таких узлах с установкой дублирующих вентилей существенно снижает вероятность загрязнения стерильных линий за счет микрофлоры, содержащейся в конденсатопроводах (рис. 3, б). Разработка новых конструктивных элементов, гарантированно исключающих возможность загрязнения, должна явиться предметом пристального внимания технологов, конструкторов и проектантов.
Весьма своеобразно в настоящее время решается узел подачи стерильного сжатого воздуха в ферментаторы. Стерильный участок как бы состоит из двух частей, разделяемых отключающим вентилем (см. рис. 2). Участок трубопровода от него до фильтра и сам фильтр стерилизуют, как правило, с помощью химического метода (например окисью этилена, формалином или (5-пропиолактоном). Участок трубопровода после вентиля до штуцера на аппарате стерилизуют острым паром; при этом стерилизуемость зависит от диаметра трубопроводов и их взаимного расположения.
Немало сложностей в достижении стерилизуемости МСФ возникает при конструктивном решении нижних спусков ферментаторов, предназначаемых как для выдачи чистых культур микроорганизмов, так и для удаления забракованных серий, а также конденсата после стерилизации самих аппаратов. Дублирование вентилей и обеспечение свободного доступа пара во все точки внутренних полостей и в этом случае обеспечивают как стерилизуемость нижних спусков, так и поддержание асептических условий в течение рабочего цикла ферментаторов.
В аппаратах без нижнего спуска задача транспортировки культуральной жидкости в материальную линию, а также слива брака или промывных вод в канализацию решается с помощью типового узла (рис. 4). Необходимо отметить, что в этом варианте обеспечивается дублированная
защита ферментатора по линии как культуральной жидкости, так и канализации. Последовательная установка двух вентилей не только снижает вероятность загрязнения ферментатора контаминан- тами, но и обеспечивает возможность эффективной стерилизации каждого из участков независимо от ферментатора, т. е. при закрытом вентиле 2.
Рассмотрение типовых наиболее распространенных в микробиологической промышленности узлов и элементов монтажных схем позволяет выделить наиболее «слабые» из них, стерилизуемость которых вызывает сомнение и требует экспериментального изучения температурных полей, В первую очередь следует
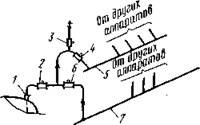
Рис. 4. Типовой узел для выдачи культуральной жидкости из ферментаторов без нижнего спуска:
1 — штуцер трубы передавливания;
2 — вентиль, отключающий трубу передавливания от коллектора культуральной жидкости и коллектора канализации; 3 — вентиль на линии пара; 4 — вентиль, отключающий ферментатор от коллектора чистой культуральной жидкости 5; 6 — вентиль, отключающий ферментатор от канализационного коллектора 7.
назвать открытые трубные окончания, в которых невозможно создание необходимого давления насыщенного водяного пара (узлы отбора лроб, -введения посевного материала, удаления отработанного технологического воздуха), К «слабым» относят и так называемые тупиковые места, которые возникают в отглушенных штуцерах, а также на участках трубопроводов при неудачном размещении на них запорной и регулирующей арматуры, точек ввода пара и удаления конденсата. Таким образом, «слабые элементы» могут появляться в монтажных схемах не только из-за дефектов монтажного проекта, но и вследствие конструктивных недостатков таких типовых элементов, как арматура, штуцера и др.
Несмотря на исключительные требования некоторых микробиологических производств к защите от посторонней микрофлоры, на практике часто сталкиваются с техническими решениями, не отвечающими в полной мере этим требованиям. Существующие конструкции промышленных ферментаторов заимствованы в основном из химической технологии и поэтому не отвечают требованиям обеспечения гарантированной стерилизуемости всех точек внутренних полостей. Дополнительные элементы и узлы во внутренних полостях аппаратов усложняют достижение требуемых температур, особенно в тупиковых полостях. Такими встроенными элементами являются змеевики для охлаждения культуральной жидкости, барботеры для подачи воздуха, трубы передавливания, перемешивающие устройства, датчики различных КИП. При введении через аппаратный штуцер термометра сопротивления или трубы передавливания образуется кольцевая тупиковая полость; сложности в стерилизации возникают и при установке манометра с разделительной мембраной на типовых штуцерах.
Иногда тупиковые полости образуются штуцером и частью трубопровода до вентиля и по длине превышают 1000 мм. Кольцевые тупиковые полости по длине, как правило, не больше длины штуцера, но разность между диаметрами составляет от одного до десятков миллиметров. Тупиковые полости могут располагаться в любой части аппарата: на верхней крышке, цилиндрической части, днище. В тупиковых полостях могут создаваться застойные зоны, я они в этих случаях будут источниками контаминации. Как показывает практика, особое внимание при стерилизации следует уделять полостям, расположенным на днище аппаратов. При стерилизации аппаратов температура в тупиковых полостях не контролируется. Как правило, термометры сопротивления измеряют температуру в средней части полости аппаратов, в которой обеспечивается наиболее эффективный режим стерилизации. При рассмотрении особенностей стерилизации внутренних полостей пустых аппаратов можно выделить некоторые типовые конструктивные элементы, стерилизация которых затруднена.
На рис. 5 представлена полость стерилизуемого аппарата. Через штуцер 1 введена труба передавливания, которую можно использовать для заполнения аппарата стерильной питательной средой и выгрузки содержимого аппарата. Кольцевую тупиковую полость, образовавшуюся при этом, стерилизуют одновременно с аппаратом. Через штуцер 2 введен термометр сопротивления. Образовавшуюся в этом месте кольцевую тупиковую полость стерилизуют одновременно с аппаратом. Через штуцер 3 удаляется отработанный воздух. При стерилизации через него обычно подается пар 72
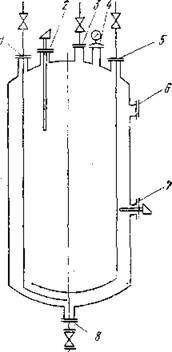
Рис. 5. Конфигурация внутренней полости ферментатора как объекта стерилизации:
1 — труба передавливания;
2 — термометр сопротивления; 3 — линия удаления отработанного воздуха; 4— место установки манометра; 5 — место установки барботера; 6 — отглушенный штуцер; 7 — установка датчика
КИП; 8 — нижний спуск.
из аппарата в трубопровод или в обратном направлении. Тупиковая полость на штуцере 4 образована за счет установки манометра с разделительной мембраной. Стерилизуют эту полость одновременно с аппаратом. Пар в нее поступа
ет из аппарата. Через штуцер 5 введен барботер для подачи воздуха.
Кольцевая тупиковая полость, образовавшаяся в штуцере, аналогична полости в штуцере 1. Штуцер 6 от- глушен заглушкой. Стерилизация его производится одновременно с аппаратом паром, подаваемым в аппарат.
Через штуцер 7 вводят какой-либо датчик (например, для измерения pH). Кольцевая тупиковая полость аналогична полости в штуцере 2.
Через нижний спуск 8 сливают содержимое аппарата (конденсат, культуральную жидкость и др.). При от- глушенном штуцере в нем всегда будет находиться остаток жидкости, затрудняющий стерилизацию. При постоянной эксплуатации штуцер стерилизуется паром из аппарата.
Рассматривая особенности стерилизации различных типовых элементов и узлов монтажных схем, необходимо обратить внимание на такую характеристику, как удельная поверхность, т.
е. поверхность, приходящаяся на единицу внутреннего объема элемента, в который подается пар. На рис. 6 и 7 показано изменение удельной поверхности для двух наиболее распространенных элементов: фланцевой сильфонной арматуры и штуцеров. Из приведенных графиков следует, что резкое увеличение удельной поверхности наблюдается при диаметрах арматуры и штуцеров dysC40 мм. Этот факт вызывает необходимость в тщательном экспериментальном изучении температурных полей названных элементов при малых диаметрах.Необходимо отметить, что ни в одной из опубликованных по обсуждаемому вопросу работ не содержатся количественные характеристики, позволяющие однозначно определять те предельные расстояния между запорной арматурой, материальными трубопроводами и КИП, с одной стороны, и подводимыми к ним паропроводами, с другой, которые гарантировали бы стерилизуемость внутренних полостей перечисленных элементов. Отсутствуют рекомендации и по аналитическим методам расчета требуемых характеристик MCA. В то же время в подавляющем большинстве регламентов (лабораторных, полупромышленных и промышленных) при констатации требуемого режима стерилизации (сочетание температуры и времени 73
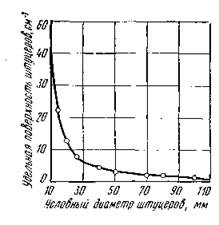
Рис. 6. Изменение удельной поверхности стандартных штуцеров ферментаторов в зависимости от диаметра.
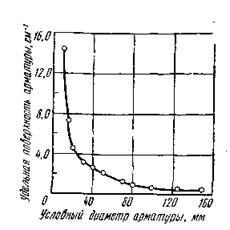
Рис. 7. Изменение удельной поверхности фланцевой сильфонной арматуры в зависимости от диаметра.
выдержки) совершенно необоснованно предполагается, что задаваемая температура стерилизации обеспечивается во всех точках стерилизуемого объема. На практике такой подход к термической стерилизации оборудования и коммуникаций приводит к недостаточно эффективной инактивации посторонней микрофлоры, а следовательно, к контаминации на различных этапах производства.
4.2.