Непрерывный способ стерилизации жидкостей.
Принципиальным преимуществом непрерывного способа стерилизации является возможность сохранения в стерильных жидкостях термолабильных компонентов (ви- 98
тамины, ферменты и др.).
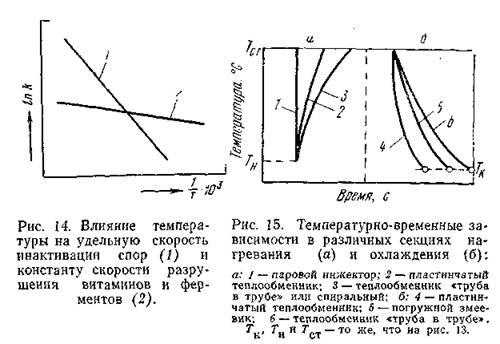
Это преимущество вытекает из различия в энергии активации процессов инактивации спор микроорганизмов и разрушения термолабильных веществ (см. табл. 16). Совместное рассмотрение кинетики этих процессов приводит к выражению [42]
где Мо — количество термолабильного вещества в жидкости до стерилизации (т=0); Мт — то же в момент времени т; В' — величина, которая для условий стерилизации может быть принята постоянной; Е — энергия активации процесса инактивации спор; Е^ — то же процесса разрушения термолабильного вещества.
Данные табл. 16 позволяют утверждать, что разность больше 1. При заданной эффективности
больше 1. При заданной эффективности
стерилизации увеличение температуры (при
увеличение температуры (при
соответствующем уменьшении экспозиции) приведет к снижению показателя степени при основании натуральных логарифмов, а значит, и правой части уравнения [112]. Таким образом, с повышением температуры стерилизации отношение уменьшается, прибли

жаясь к единице, что свидетельствует о благоприятных условиях высокотемпературной кратковременной стерилизации жидкостей, содержащих термолабильные компоненты. Этот факт хорошо иллюстрируется рис. 14 [123].
Рассмотрим некоторые из результатов теоретического анализа термической стерилизации жидкости в системах непрерывного действия. В настоящее время в литературе описано много типов стерилизаторов непрерывного действия, применяемых, в микробиологической, пищевой и медицинской промышленности.
Как правило, такие системы состоят из трех основных блоков; нагревания, выдерживания, охлаждения. Эти системы отличаются по точности и стабильности поддержания температуры, просты в эксплуатации и надежны. Примеры температурно-временных зависимостей представлены на рис. 15.Отмечают [108], что при практической реализации стадии нагревания оптимальные условия достигаются в том случае, когда пик температуры стерилизации совпадает с минимальным периодом экспозиции. В этом случае лучшими являются нагреватель с пароструйным 4* 99
инжектором и широко применяемые на практике нагревательные колонки с тангенциальным вводом пара и стерилизуемой жидкости. Следующим по эффективности нагревания является пластинчатый теплообменник, нагревающий жидкость быстрее, чем спиральный и трубчатый («труба в трубе») теплообменники, благодаря большей поверхности теплопередачи на единицу объема нагреваемой жидкости и более высокому коэффициенту теплопередачи.
Наиболее эффективно охлаждаются жидкости в пластинчатом теплообменнике. Однако по многим практическим соображениям довольно большое распространение на заводах получили теплообменники «труба в трубе». Примеры некоторых аналитических зависимостей, рекомендуемые в работе [108] для расчета значений критерия стерилизации в различных секциях нагревания и охлаждения, приведены ниже.
Для случаев нагревания с йомощью изотермического источника тепла и охлаждения при постоянной теплоотдаче:


Для случаев нагревания и охлаждения при противотоке, постоянной скорости потока и постоянной теплоемкости:

Следует отметить, что уравнения (ИЗ) и (114) не учитывают неоднородность теплового поля в жидкости, а также распределение времени пребывания различных элементарных объемов жидкости при повышенной температуре.
Именно поэтому в работах [96, 108] принимается постоянное значение удельной скорости гибели микроорганизмов по всей длине трубчатого выдержива- теля, хотя из практики функционирования промышленных установок непрерывной стерилизации питательных сред известно, что температура среды на выходе из выдерживателя часто на 5—7° С ниже, чем на входе. Этот экспериментально установленный факт имеет исключительное значение для практики. Необходим учет снижения температуры при оценке интегрального теплового эффекта, получаемого жидкостью в си« стеме.В работе [129] приведены результаты теоретического анализа тепловой стерилизации питательной среды v. для условий, в которых учиты
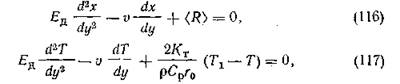
вается варьирование температуры по длине трубчатого выдерживателя. Рассмотрим сущность этой работы. На рис. 16 приведена принципиальная схема установки непрерывной стерилизации питательной среды [129]. Нестерильная среда поступает в секцию нагревания и выдерживания, а затем через дросселирующий клапан — в секцию охлаждения. Предпринята попытка оценить распределение живых микробных
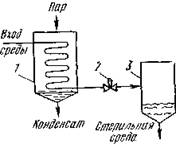
Рис. 16. Принципиальная схема установки непрерывной стерилизации питательной среды:
1 — секция нагревания и выдержки; 2— дросселирующий клапан; 3 — секция охлаждения.
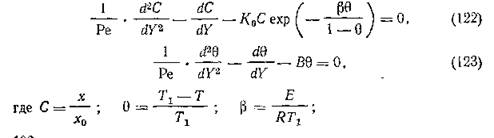
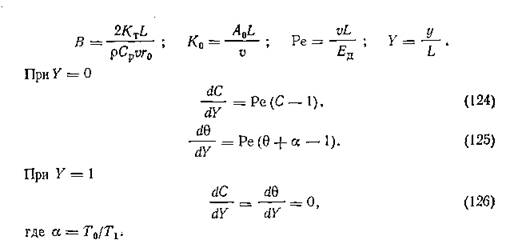
клеток в секции нагревания-выдерживания для получения информации, необходимой для описания работы стерилизатора. Для установившегося состояния на основе рассмотрения материального и энергетического баланса получены следующие дифференциальные уравнения для микробных клеток и температуры:
где En — коэффициент дисперсии; x — концентрация живых микробных клеток; у — осевая координата; v— скорость потока; — скорость реакции инактивации клеток; Т — температура среды; Кт — коэффициент теплопередачи; р — плотность среды; Ср — теплоемкость среды; го — радиус трубы-выдерживателя; Tt — температура конденсации пара.
Граничные условия для уравнений (116) и (117): для y — Q
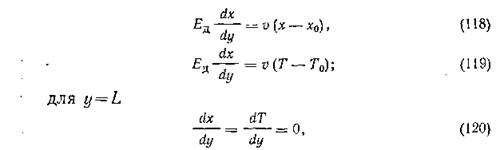
где х— концентрация микробных клеток в питательной среде до стерилизации (на входе в выдерживатель); Tq— температура среды на входе в выдерживатель. 
где k — удельная скорость гибели клеток, подчиняющаяся уравнению Аррениуса.
После некоторых преобразований получают следующие уравнения:
102
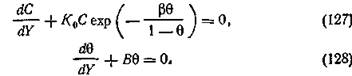
Совместное решение уравнений (122) и (123) дает величину концентрации живых микробных клеток и величину различий температуры по длине трубчатого выдерживателя. Ситуация при очень, малых и очень больших числах Пекле (Ре) является предельной и заслуживает особого внимания. При значениях Ре, стремящихся к бесконечности, можно пренебречь дифференциальными членами 2-го порядка в уравнениях (122) и (123). Тогда
 і
і
Подстановка для У=0 дает С=1, 0 = 1—а.
В рассмотренных условиях трубчатый выдержива- тель работает в режиме поршневого течения. Этот вариант является наилучшим для практики, поскольку гарантирует одинаковый тепловой эффект для всех микробных частиц, проходящих через трубчатый вы- держиватель.
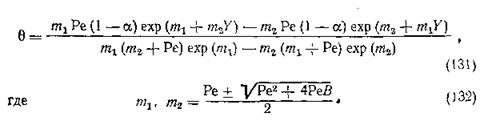
Во всех случаях, когда число Ре бесконечно мало, выдерживатель работает в условиях полного смешения. Для этой ситуации получены уравнения:

Аналитическое решение для изменения температуры по длине трубчатого выдерживателя дается выражением
юз
Практическое приложение результатов теоретического анализа рассматривается на примере трубчатого выдерживателя длиной 20 м и диаметром 20 см [129J, скорость подачи питательной среды 10 м/ч.
Значение коэффициента теплопередачи между стенкой и средой варьирует в диапазоне 58—581 Вт/(м2-°С). Инактивируются микроорганизмы, для которых £ = 352,8 кДж/моль. Для расчетов избраны следующие диапазоны изменения используемых величин: ;
; 
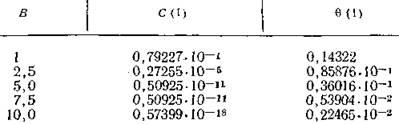
Влияние числа Пекле на величину концентрации микробных клеток и изменение температуры показаны в табл. 20. При Ре = 0 трубчатый выдерживатель рабо
та б л и ц а 20. Влияние числа Пекле на величину концентрации живых микробных клеток на выходе трубчатого выдерживателя и величину разности температуры при В=5,0 и Ко=5ОО [129]
| Ре | С (1) | 0(1) |
| 0 | 0,71882.10-2 | 0,11667 |
| 5 | 0,84346-10-4 | 0,11522 |
| 25 | 0,82464.10-22 | 0,13519.10-1 |
| 50 | 0,31023-10-31 | 0,85621-10-2 |
| оо | 0,16375- 10-в1 | 0,47166-10—а |
тает как реактор полного смешения, а концентрация микробных клеток одинакова по всей длине, т. е. стерилизация осуществляется неэффективно. При Ре = 0О обеспечивается наиболее высокая эффективность стерилизации. Очевидно, что реальные рабочие ситуации находятся в диапазоне
Параметр теплопередачи В показывает относительную величину коэффициента теплопередачи и теплоемкости питательной среды. Высокие значения параметра указывают или на низкое термическое сопротивление стенки выдерживателя, или на низкую теплоемкость 104
среды.
В том и другом случае температура среды быстро растет, стерилизующая эффективность увеличивается (табл. 21).Таблица 21. Влияние параметра теплопередачи на концентрацию живых микробных клеток в среде после выдерживателя и на разницу в температуре при Ко=5ОО и Ре=10
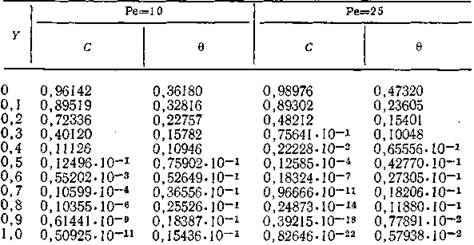
Из данных табл. 22 видно, что разность температур уменьшается относительно равномерно по сравнению с изменением концентрации живых микробов. При Ре= = ГО концентрация микроорганизмов снижается экспоненциально на участке У=0,4-4-0,6, а для Ре = 25 — на участке У=0,2-4-0,4. Установлено, что концентрация клеток уменьшается по экспоненте в том случае, когда величина разности температуры приближается к 0,1. Это означает, что для взятого автором примера большинство микробных клеток разрушается при температуре, превышающей 116° С.
Таблица 22. Изменение концентрации живых микробных клеток и разности температур вдоль оси трубчатого выдерживателя при ГС0=500 и 5=5
Приведенный пример в сочетании с теоретическим анализом позволил сделать заключение о том, что значения концентрации живых микроорганизмов и разность температур уменьшаются по мере увеличения числа Пекле [129]. Поэтому поршневой режим работы трубчатого выдерживателя с бесконечно малым коэффициентом дисперсии обеспечивает наибольшую эффективность стерилизации.
Весьма полезный методический подход к определению длины трубчатого выдерживателя и стерилизующей эффективности режимов в различных элементах УНС рассмотрен в работе [130]. На рис. 17 показаны
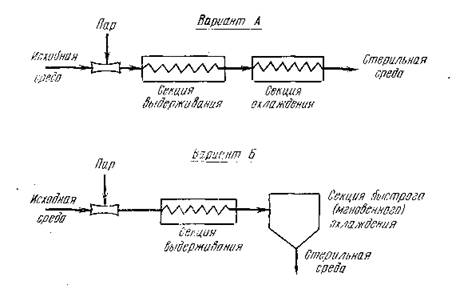
Рис. 17. Принципиальные схемы технических систем высокотемпературной кратковременной стерилизации жидкостей при инжекционном типе нагревателя.
принципиальные схемы УНС для варианта инжекционного нагрева питательной среды насыщенным водяным паром, а на рис. 18 — кривые «температура—время». Кривая А характеризует процесс при установке секции охлаждения непосредственно за секцией нагревания. Вследствие медленного процесса теплопередачи общее время стерилизации больше, чем в случаях, характеризующихся кривыми £ и В. В последних двух вариантах использован инжекционный метод нагревания среды, однако на стадии охлаждения в случае Б среда охлаж- 106
дается в теплообменнике, а в случае В — в быстродействующем испарителе (вариант Б на рис. 17).
Показано, что для мно
гих жидких питательных сред характерен неньютоновский режим течения, для которого напряжение сдвига подчиняется уравнению
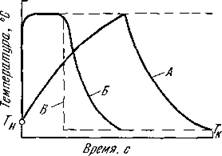
Рис. 18. Различные сочетания температуры и времени в процессе термической стерилизации жидкостей:
Гн и Гк — начальная и конечная температура соответственно.
 і
і
где gc — напряжение сдвига; Ка — показатель консистенции; V — скорость; г — радиальная координата; п — показатель псевдопластичности.
В табл. 23 приведены значения Кс и п для некото-
Таблица 23; Значения показателей консистенции и псевдопластичности пищевых жидкостей [130]
| Продукт | Темпера тура, °С | п | |
| Яблочное пюре | 27,2 | 0,382 | 108,50 |
| 50,6 | 0,301 | 77,00 | |
| Концентрированный апельсиновый сок | 15,0 | 0,584 | 11,90 |
| 0 | 0,542 | 18,00 | |
| Томатная паста | 25,0 | 0,364 | 36,00 |
| Томатный, сок | 47,8 | 0,391 | 28,20 |
| 5,8% | 32,0 | 0,590 | 2,32 |
| 50,0 | 0,540 | 2,70 | |
| 65,0 | 0,470 | 3,70 | |
| 12,8% | 32,0 | 0,430 | 20,00 |
| 50,0 | 0,423 | 18,80 | |
| 65,0 | 0,350 | 22,00 | |
| 82,0 | 0,345 | 21,20 | |
| Абрикосовый сок (16% частиц твердо- | 30,0 | 0,300 | 68,00 |
| го вещества) | 82,0 | 0,270 | 56,00 |
| Персиковый сок (11,7% частиц твер- | 30,0 | 0,280 | 72,00 |
| дого вещества) | 80,0 | 0,270 | 58,00 |
| Грушевый сок (16% частиц твердого | 30,0 | 0,350 | 56,00 |
| вещества) | 82,0 | 0,350 | 46,00 |
рых пищевых жидкостей. Определение этих характеристик для жидкостей, стерилизуемых в микробиологиче-
ской промышленности, представляет несомненный интерес.
Экспериментально показано, что изменение показателя консистенции в зависимости от температуры описывается уравнением Аррениуса
В трубчатом выдерживателе распределение микроорганизмов по скоростям приводит к изменению времени пребывания микроорганизмов при повышенной температуре. Для изотермических условий рекомендуют при расчете распределения по скоростям использовать уравнение [130]

где Цл—локальная скорость; — объемная скорость.
В секции охлаждения (А на рис. 17) ситуация более сложная вследствие варьирования температуры среды. Изменение температуры влияет на вязкость жидкости, последняя в свою очередь —■ на распределение по скоростям. Следовательно, для точного расчета времени пребывания микроорганизмов в секции охлаждения необходимо знать распределение температуры в осевом и радиальном направлениях. Энергетический баланс записывается в виде соотношения
Полагают [130], что при определении длины трубчатого выдерживателя необходимо обеспечить выполнение двух требований: концентрация спор Cl. botulinum (применявшийся в опытах микроорганизм) на выходе выдерживателя должна быть снижена до 10-12—10-14 от исходного уровня, а температура среды должна соот- 108
ветствовать температуре стерилизации 121° С (см. рис. 19, а). В случае А подбирают длину выдерживателя и охладителя, в случае Б — только длину выдерживателя, поскольку используют испаритель, обеспечивающий практически мгновенное охлаждение среды.
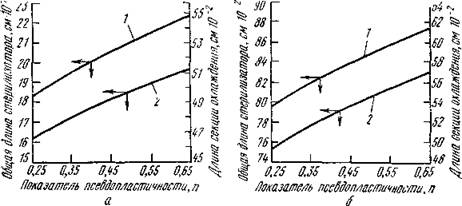
Рис. 19. Влияние показателя псевдопластичности на длину стерилизатора для случая Л:
а — при 121° С; б — при 126° С; 1 — уменьшение количества жизнеспособных спор Cl. botulinum в 10!4 раз; 2— то же, но в 1012 раз.
В рассмотренном примере различие между общей длиной стерилизатора при различных требованиях к стерильности изменяется от 202 см при /г = 0,25 до 310 см при /г = 0,65. Требование степени стерильности не влияет на длину секции охлаждения, но последняя зависит от температуры на выходе стерилизатора. При скорости жидкости 10 м/с общее время стерилизации среды для рассматриваемой системы варьирует от 3,04 мин при /г = 0,25 до 3,74 мин при /г = 0,65. На рис. 19, б представлены аналогичные данные для случая А при температуре процесса 126° С, которая на 5° С выше рассмотренной ранее. Сравнение данных рис. 19, а с данными рис. 19,6 показывает, что, хотя длина секции охлаждения увеличивается, общая длина стерилизатора значительно уменьшается при повышении температуры процесса. Эти данные подтверждают преимущества высокотемпературного кратковременного процесса стерилизации. В рассмотренном выше случае при t= = 121° С концентрация спор Cl. botulinum в конце секции выдерживания понижается до 5-Ю-11 от исходного 109
уровня обсемененности при общем значении 1-Ю-12. Это указывает на незначительный вклад секции охлаждения в суммарный стерилизующий эффект.
Однако по мере увеличения температуры до 126° С концентрация микроорганизмов в конце секции выдерживания снижается до 1-Ю-9 и влияние секции охлаждения на инактивацию спор Cl. botulinum увеличивается. В этом случае общее время стерилизации составляет 1,32 мин при те —0,25 и 1,44 мин при п = 0,65. При этом разлагается 6% витамина В13 от исходного количества.
По данным рис. 20, а, б можно оценить влияние показателя псевдопластичности на стерилизаторе для
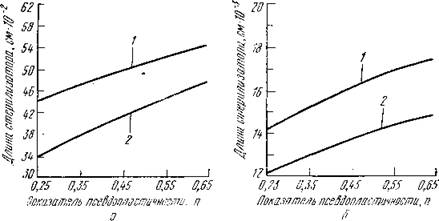
Рис. 20. Влияние показателя псевдопластичности на длину стерилизатора для случая Б:
а — при 121° С; б — при 126° С; 1 и 2— то же, что на рис. 19.
случая Б при замене секции охлаждения быстродействующим испарителем или другим устройством мгновенного охлаждения для различных температур процесса и различных требований стерильности. Общий характер зависимости длины стерилизатора от показателя псевдопластичности («) довольно сходен с таковым, показанным на рис. 19, а, б. Время стерилизации в данном случае значительно меньше, чем в предыдущем варианте. Для выбора окончательного варианта промышленной установки нужен всесторонний учет технологических, экономических и других факторов, характерных для процесса получения конкретного продукта. Однако при этом необходимо учитывать, что для процессов, 110
требующих так называемой абсолютной стерильности, в качестве выдерживателеи следует применять теплообменники типа «труба в трубе». Такие теплообменники гарантируют исключение случайного проскока посторонней микрофлоры, весьма характерного для всех конструкций выдерживателей объемного типа.
Для оценки поведения ламинарного потока псевдо- пластической жидкости в трубе предложены и другие зависимости [133]:
где V — скорость жидкости в осевом направлении при радиусе R; L — длина трубчатого выдерживателя; Рр — перепад давления по длине трубчатого выдерживателя; Rw— радиус трубы; R — расстояние в радиальном направлении от оси трубы; АПр — коэффициент пропорциональности для жидкости; Vmax— максимальная скорость жидкости при R — 0; V—объемная средняя скорость жидко
сти.
Для оценки распределения частиц по времени пребывания рекомендуют соотношение
Следует еще раз подчеркнуть, что многие подвергаемые термической стерилизации жидкости проявляют либо ньютоновские, либо псевдопластические (неньютоновские) реологические свойства. В этих случаях, как видно из уравнения (141), для вычисления скоростей течения необходимо получить значение п.
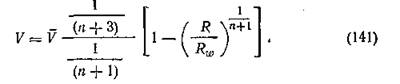
Псевдопластические жидкости характеризуются кажущейся вязкостью (отношение напряжения сдвига к 111
скорости сдвига), которая уменьшается с увеличением скорости сдвига; их свойства могут быть довольно хорошо описаны уравнением [133]

где Ца—кажущаяся вязкость жидкости; Кж—коэффициент пропорциональности жидкости, мера вязкости; у ■—скорость сдвига.
Рис. 21. Изменение кажущейся вязкости для псевдопластической неныотоновской жидкости в зависимости от скорости сдвига при температуре:
/ — 73,3° С; 2—128,9° С; 3 — 184,4° С.
Таким образом, зависимость lg ца от lgy (при данной температуре) — это прямая линия с углом наклона, определяемым величиной п—1. Величина п— мера степени отклонения от ламинарного течения ньютоновской среды, должна находиться между 0 и 1 (для ньютоновской жидкости предельный случай п=1). На рис. 21 показаны кривые зависимости вязкости от скорости сдвига для типичной псевдопластической жидкости. Наклон этих кривых составляет 0,32, откуда п — = 0,68. Путем подстановки этой величины в уравнение (142) можно вычислить скорость любой линии потока в выдерживающей трубе.
Разработана программа [133] для цифровой вычислительной машины с целью определения вероятности выживаемости спор (или бактерий) при асептическом заполнении контейнера с пищевыми продуктами (содержащими дискретные частицы), подвергнутыми тепловой обработке в системе теплообменников с наклонной поверхностью и выдерживающей трубой. Эта программа основана на допущении равномерного распределения бактерий как в среде-носителе, так и веществах в виде частиц; исходная обсемененность выражена в виде концентрации на единицу объема каждого компонента. Полагают [133], что можно использовать и неравномерное распределение спор в частице, если таковое имеет место. Сделано также допущение, что температура в плоскости, перпендикулярной направлению потока через систему, постоянная.
Применение вычислительных машин для анализа процессов, протекающих в установках непрерывной стерилизации самых различных типов, позволит ближе подойти к решению задачи по нахождению действительно оптимальных режимов с учетом всех основных особенностей стерилизуемых жидкостей. В модели используются фактические (измеренные) температуры потока, т. е. можно избежать ошибок, возникающих при применении расчетных температур. Отмечается, что такой технологический параметр, как длина трубчатого выдерживателя для требуемой летальности, должен определяться методом итерации, поскольку программа, может определять только ту летальность, которая получается для данных технологических условий. Продолжительность всех расчетов при использовании компьютера IBM 360-165 составляет в среднем 2 мин. Важно подчеркнуть, что теоретические расчеты в данном случае являются лишь первым (хотя и необходимым) этапом в создании эффективных УНС. Выбор и обоснование типа системы, ее состава, характеристик отдельных узлов и аппаратов должны обязательно дополнять результаты расчетов.
Итак, многообразие условий, в которых стерилизуют жидкости, определяется в основном двумя причинами? свойствами жидкостей и отсутствием завершенных теоретических разработок, которые позволяли бы на основе кинетики развития целевых микроорганизмов или накопления продуктов их жизнедеятельности сформулировать требования к режимам подготовки и обработки. ЭТИХ жидкостей. Последнее обстоятельство ВО МНОГОМ: обусловлено отсутствием требуемого объема экспериментальных данных по кинетике изменения полезных свойств жидкостей при стерилизации в сочетании с кинетикой отмирания посторонней микрофлоры. Накопление таких данных — одна из задач биотехнологии.
5.3.