Герметизация оборудования и коммуникаций
«Герметизация — обеспечение непроницаемости стенок и соединений, ограничивающих внутренние объемы аппаратов, машин, сооружений для жидкостей и газов» [БСЭ, изд. 2-е, т. 11, с. 137].
Это определение применительно к обсуждаемой нами проблеме, по-видимому, должно быть конкретизировано в плане обеспечения непроницаемости для посторонней микрофлоры технических систем, аппаратов, трубопроводов, входящих в них узлов и элементов, которые работают в асептических условиях. Таким образом, должна обеспечиваться определенная степень непроницаемости как сложных систем, так и их отдельных элементов.До рассмотрения основных расчетных методов необходимо отметить некоторые особенности микробиологических производств при решении вопросов герметизации. Первая из них заключается в наличии многочисленных видов герметизирующих элементов, условия работы которых существенно различаются (торцевые уплотнения валов мешалок, фланцевые соединения, уплотнения штоков запорной арматуры с помощью сильфонов и др.). Вторая особенность состоит в том, что нарушение необходимой степени герметизации многих элементов и узлов часто ведет к контаминации, которую, к сожалению, можно обнаружить только после достижения определенной концентрации посторонних микроорганизмов.
Для монтажных схем ферментаторов (МСФ), герметизация которых представляется наиболее сложной и крайне необходимой, характерно наличие большого числа фланцевых соединений с уплотняющими элементами различного типа (шип — паз; плоские; с канавками и др.), различного условного прохода, имеющими различные площади контакта, качество уплотняющих поверхностей и затяжки и др. Используют также резьбовые 54
соединения бобышек, с помощью которых в аппарат введены различные датчики. Герметизирующим элементом служат резьба и прокладка между опорной площадью датчика и бобышки. Поскольку уплотняющие поверхности бобышек имеют различные диаметры и соответственно различные площади уплотнений, то при установке датчиков на уплотняющие элементы необходимо создавать различные удельные напряжения для обеспечения требуемой герметичности.
Следует отметить, что герметизирующие элементы разных типов даже в течение одного рабочего цикла эксплуатируются при отличающихся значениях рабочего давления и температуры. В качестве уплотняющего материала в замке вентилей (седло — клапан) используют различные по свойствам материалы: резину, паронит, фторопласт, металл и др. Поэтому в зависимости от вида уплотнения и качества его изготовления в замке для обеспечения герметичности требуется прикладывать к шпинделю вентилей различные усилия, которые в реальных условиях эксплуатации арматуры не контролируются и могут колебаться в достаточно широком диапазоне. В; то же время усилие, необходимое для надежного запирания арматуры, зависящее от площади герметизирующего элемента, материала и других характеристик, не является постоянным.
Большое влияние на эффективность герметизации монтажных схем аппаратов оказывают уплотнения для ввода вала перемешивающего устройства. В торцевых уплотнениях герметизирующими элементами служат прокладки в посадочном гнезде аппарата, сильфон, трущиеся пары из различных материалов. Постоянная вибрация вала, изменение температуры деталей торцевого уплотнения в ходе эксплуатации аппарата (режим культивирования, термическая стерилизация и др.) являются факторами, несомненно, способствующими дегерметизации и не поддающимися строгой количественной характеристике.
Практические потребности пищевой и микробиологической промышленности требуют знания фактической эффективности герметизации и прогнозирования возможного числа отказов герметизирующих элементов. Остановимся на состоянии теоретических разработок в этой области.
Наиболее распространены работы, посвященные определению условий достижения герметичности лишь отдельных элементов, например фланцевых соединений [13, 92]. Достаточно полно изучено влияние на эффективность герметизации фланцевых соединений давления [92], температуры [70], качества уплотнительных поверхностей [17, 38], вида среды в трубопроводе [39, 69] , монтажно-сборочных погрешностей [20, 59, 89], прокладочного материала [33, 38].
В соответствии с существующими современными теоретическими представлениями герметичность при контакте двух уплотнительных поверхностей может быть обеспечена при условии, если зазор между ними будет меньше какой-то весьма малой величины, определяемой явлениями на границе раздела фаз (среда — уплотнение — атмосфера) и размерами молекул рабочей среды. Реальные уплотнительные поверхности имеют определенную шероховатость. Даже при самой тщательной обработке остаются бороздки глубиной более 0,1 мкм [17].Шероховатость обусловливает существование капиллярных каналов, через которые может поступать- рабочая среда. По теории протекание среды через капиллярные каналы можно предотвратить при условии, если наибольший размер канала будет равен диаметру молекулы среды, а при образовании на твердых уплотнительных поверхностях прочного адсорбированного слоя среды герметичность будет также сохраняться и при зазоре, равном трем диаметрам молекул [30]. Для жидкостей характерно явление облитерации, поэтому зазор, обеспечивающий герметичность соединения, может быть еще больше [71].
Повышение требований к герметичности фланцевых соединений привело к необходимости установки упругого уплотнительного элемента (прокладки) между уплотнительными поверхностями, значительно повышающего эффективность герметизации в эксплуатационных условиях. Если представить, что зазор между уплотнительными поверхностями фланцевого соединения и прокладкой состоит из нескольких круглых отверстий, то истечение через соединение можно сравнить с истечением через капиллярные трубки [30]. Отмечается, что в этом случае для определения утечек применим закон Пуазей- ля [38]:
56
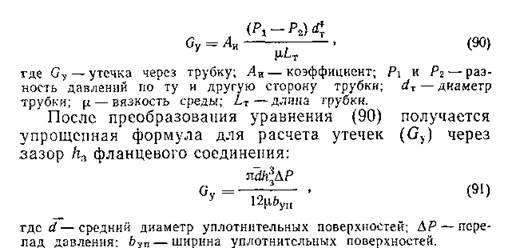
Это уравнение не учитывает всех явлений, происходящих в малых зазорах. Например, из него следует, что нельзя предотвратить утечку до тех пор, пока зазор h3 не будет равен нулю (все остальные величины имеют конечные значения).
Имеющиеся экспериментальные данные опровергают справедливость этого положения.В нашей стране исследования герметичности фланцевых соединений были начаты с изучения мягких паро- нитовых прокладок, распространенных на некоторых микробиологических производствах. При этом большинство работ сводилось к оценке необходимого удельного давления (7У) на прокладке:

где (р, д, g — коэффициенты, определяемые опытным путем.
Определенный интерес представляет следующее соотношение [18]:

где б?пр — постоянный коэффициент, зависящий от материала прокладки; Кл — коэффициент, учитывающий влияние давления среды на удельное давление при данном материале прокладки; Рср — рабочее давление среды; Ьа — ширина прокладки.
Для расчета удельного давления предложена формула [55]

57
Указанные исследования относятся к статическим условиям работы фланцевых соединений.
Некоторые авторы рассматривают работу фланцевых соединений в динамических условиях [21]. Предложена также формула для расчета удельного давления на полимерной прокладке фланцевых соединений в зависимости от погрешностей сборки [20]:

где ky И куг —коэффициенты, учитывающие степень снижения ве-. личины удельного давления на прокладке при существовании монтажно-сборочных погрешностей; Уд —■ скорость снижения удельного давления на прокладке; т0Т — время наработки на отказ.
Справедливо отмечено [13], что многие авторы при расчете фланцевых соединений учитывают влияние температуры, крутящих моментов и других факторов на прочность фланцевых соединений, но не рассматривают влияние этих факторов на долговечность.
Анализ литературы показал [68], что имеются рекомендации по использованию смазок, лаков с целью повышения эффективности работы фланцевых соединений, а также новых, типов прокладок; спиральнонавитых, многослойных и др.Арматура, используемая в микробиологической промышленности, состоит из различных герметизирующих элементов. В их числе фланцевые соединения, сальниковое или сильфонное уплотнение шпинделя, замок (седло— клапан). Все эти элементы имеют различную наработку на отказ. В то же время вентиль как систему герметизирующих элементов рассматривают, как правило, только с позиций необходимости достижения равного удельного давления в прокладках фланцевых соединений.
Анализ опубликованных работ показывает, что имеющиеся данные для обеспечения требуемой эффективности герметизации по необходимому удельному давлению относятся в основном лишь к определенной конструкций, конкретному материалу и определенным условиям эксплуатации и не могут быть распространены на другие виды фланцевых соединений с уплотнительным материалом без проведения дополнительных экспериментальных работ. Именно этот недостаток характерен для расчет- 58
ных методов не только фланцевых соединений, но и других видов уплотнений. Например, получены соотношения для расчета и прогнозирования работы подвижных контактных уплотнений [83], а также для сильфонов [81, 82]. Однако полученные формулы можно применять, как правило, только при условии знания микрогеометрических и физико-химических характеристик поверхностей, а также рабочих условий и геометрии конструкционных узлов. Очевидно, что такие уравнения нельзя использовать для оценки эффективности герметизации элементов иной конструкции, эксплуатируемых в отличающихся условиях.
Важно отметить, что ни один из известных методов не позволяет оценить эффективность герметизации сложных технических систем, работающих в асептических условиях, а тем более прогнозировать ожидаемое число дегерметизаций различных элементов и узлов за определенный промежуток времени при эксплуатации. Отсутствие в настоящее время количественных соотношений между конструктивно-технологическими параметрами герметизирующих элементов и количественными показателями их надежности в производственных условиях приводит к тому, что эксплуатационная надежность герметизирующих элементов в условиях микробиологических производств не является контролируемым технологическим параметром. Более того, отсутствуют статистические данные, полученные в условиях эксплуатации -и необходимые для количественной характеристики эффективности герметизации отдельных герметизирующих элементов, узлов, аппаратов и -технических систем в целом.
3.4.