Многопильный станок с автоматической настройкой при обрезке кромок
Обрезка кромок распиленной вразвал и высушенной древесины - это этап обработки, на котором можно достичь экономии затрат с помощью оптимизации процесса. На рынке появились обрезные станки, у которых можно быстро изменить настройку инструмента без снятия фрез с помощью специально разработанного передвижного устройства (рисунок 3).

Рисунок 3. Конструкция передвижного устройства фирмы Raimann для фрез многопильного станка с автоматической настройкой (Penope Oy 2007)
Ширина доски определяется с помощью камеры или механических боковых прижимов, при этом можно оптимизировать кпд по ширине. Количество передвижных фрез может быть не более шести, а скорость перемещения фрез может достигать 300 мм/с. Сучки и трещины, а также другие возможные дефекты можно легко удалить из древесины, и в лучшем случае обрезной пиломатериал можно сразу после обрезки направить на склеивание. По сравнению с традиционной обрезкой достигается снижение потерь, уменьшение количества этапов обработки, и ускоряется темп производства. При обрезке на конвенциональном обрезном станке колебания по ширине распиленной вразвал древесины, разница в качестве, а также дефекты, имеющиеся в древесине, приводят в среднем к 8 % потерь материалов. (Penope Oy 2007)
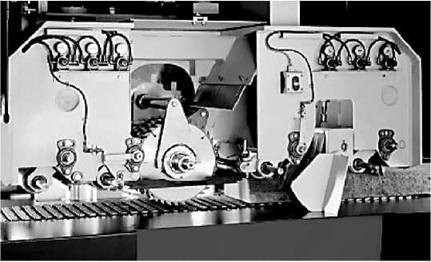
Рисунок 4. ProfiRip KR 310 и KR 310 M компании RAIMANN (Penope Oy 2007).
В многопильных станках с автоматической настройкой, производимых компанией Raimann Holzoptimierung GmbH & Co.KG (рисунок 4), для управления передвижными фрезами могут использоваться различные способы:
■ Ножная педаль и цифровой экран для изменяющихся размеров ;
■ Сенсорный экран ProfiCut, в котором запрограммированные размеры выбираются путем нажатия клавиш;
■ Полуавтоматический режим работы при использовании программы TimberMax (оператор замеряет доски и плиты вручную);
■ Полностью автоматический режим работы при использовании сканнера (сканнер замеряет доску / плиту и обнаруживает возможные дефекты).
Обрезка может выполняться стационарным поставом или с помощью автоматики в оптимизированном режиме. Установка постава с помощью системы шпинделей Quickfix выполняется быстро: вся процедура может занять менее минуты. Инструменты не требуются, а постав может быть заменен вручную. Вследствие конструкции системы шпинделей минимальное расстояние между фрезами равно 25 мм. (Penope Oy 2007)
Компания Raimann комплектует комплексные системы также транспортными блоками для стороны подачи и приема многопильного станка, а также другими необходимыми дополнительными устройствами.
2.2
Еще по теме Многопильный станок с автоматической настройкой при обрезке кромок:
- 16. Пропорционально-интегрально-дифференциальные регуляторы. Уравнения динамики для регуляторов с зависимыми и независимыми параметрами настройки. Переходные характеристики. Параметры настройки. Область применения.
- 5.6. Использование ЭВМ при проектировании технологического процесса автоматической сборки
- 2.2. Особенности выбора и реализации методов достижения точности при автоматической сборке
- 4.4. Автоматический контроль размеров деталей
- 5.7. Последовательность проектирования автоматического сборочного оборудования
- 5.9. Выбор типа и компоновки автоматического сборочного оборудования
- 1. Основные понятия теории автоматических систем
- 2.5. Требования к конструкции изделий, предназначенных для автоматической сборки
- 5.11. Экономическая эффективность автоматической сборки
- Автоматическая подача инструкции и регистрация результатов.
- 4.5. Автоматическое диагностирование режущего инструмента
- 2.3. Автоматическая сборка
- 5.8. Определение надежности работы автоматического сборочного оборудования
- 5.3. Последовательность проектирования технологического процесса автоматической сборки
- 4.6. Автоматическое диагностирование оборудования