2.3. Автоматическая сборка
Сборка представляет собой технологический процесс соединения деталей машин в сборочные единицы и машину в целом.
Соединение деталей осуществляется такой их установкой, при которой основные базы присоединяемой детали совпадали со вспомогательными базами базирующей детали.
Построим на сопрягаемых комплектах баз собираемых деталей координатные системы. Назовем координатную систему XBYBZB, построенную на вспомогательных базах, вспомогательной координатной системой (рис. 2.9). Результатом сборки должно стать совмещение основной координатной системы XQYQZQ со вспомогательной XBYBZg с требуемой по служебному назначению этого соединения точностью. Точность совмещения координатных систем может отображаться шестью параметрами: тремя отклонениями х, у, z положения начала основной координатной системы XYZ во вспомогательной и тремя углами поворота  координатных осей. Предельно допустимые отклонения указанных параметров или их допуски характеризуют требуемую точность установки присоединяемой детали при сборке сборочной единицы и определяются исходя из служебного назначения этой сборочной единицы. В результате сборки должны реализоваться требуемые конструкторские размерные связи в сборочной единице, обеспечивающие требуемые положения и относительные движения исполнительных поверхностей машины.
координатных осей. Предельно допустимые отклонения указанных параметров или их допуски характеризуют требуемую точность установки присоединяемой детали при сборке сборочной единицы и определяются исходя из служебного назначения этой сборочной единицы. В результате сборки должны реализоваться требуемые конструкторские размерные связи в сборочной единице, обеспечивающие требуемые положения и относительные движения исполнительных поверхностей машины.
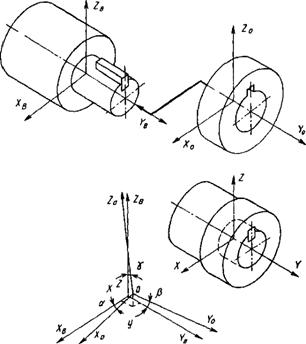 Рис. 2.9. Схема совмещения основной и вспомогательной координатных систем соединяемых деталей при сборке |
Когда говорят о сборке, прежде всего имеют в виду сборку изделия или составляющих его сборочных единиц. Но кроме сборки изделий, в производстве осуществляют и другие сборочные процессы: сборку режущих инструментов, приспособлений, другой технологической оснастки.
Кроме того, при обработке осуществляются вспомогательные операции, аналогичные сборочным: установка заготовок на столы станков, в приспособления, на спутники, в кассеты, на конвейер или транспортную тележку, в ячейку склада; установка режущих инструментов на транспортные средства, в приспособления, инструментальные магазины многоцелевых станков, шпиндели, патроны, держатели; захват заготовки, детали или инструмента манипулятором или промышленным роботом; установка спутников с заготовками, магазинов, кассет на станки, транспортные средства, контрольное или другое оборудование, в ячейку склада; стыковка транспортных тележек со стеллажами, накопителями и другими устройствами при доставке заготовок, спутников, кассет и т.д.; установка мерительного или сборочного инструмента.Все указанные процессы имеют одинаковые со сборкой операции. Все процессы связаны с ориентацией объектов и совмещением основных и вспомогательных ба
объектов, например заготовки и стола станка, инструмента и шпинделя и т.д. Погрешность совмещения баз должна находиться в пределах допуска. Соединение должно обладать необходимыми жесткостью и прочностью. Аналогия перечисленных выше процессов при сборке и обработке позволяет использовать единые методы расчета для устройств, автоматизирующих эти процессы.
Автоматическую сборку можно разделить на ряд последовательных этапов: подача предварительно ориентированных деталей в рабочую зону сборочного автомата; ориентирование присоединяемой детали относительно базовой; присоединение и закрепление детали; освобождение рабочей зоны сборочного автомата от собранной сборочной единицы.
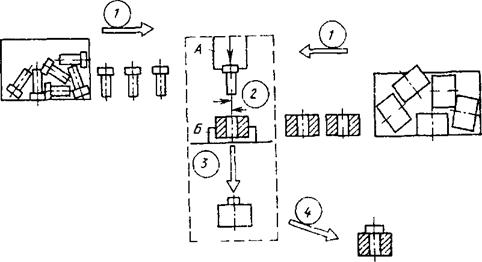
Рис.2.10.Этапы сборки
Рис.
2.11. Компоновка однопозиционного сборочного автомата:1 — вибробункера для хранения и подачи собираемых деталей; 2 — ориентирующие устройства, 3 — лотки; 4 — магазин; 5 — питатель; 6 — отсекатель; 7 — силовая головка, 8 — выталкиватель
Этапы сборки иллюстрирует рис. 2,10 на примере автоматической сборки валиков и втулок. Валики и втулки подаются к рабочим органам А и Б сборочного автомата в предварительно ориентированном виде так, что оси валиков и втулок располагаются вертикально. Без предварительной ориентации валики и втулки не могут быть автоматически захвачены рабочими органами сборочного автомата. Далее, для того, чтобы было возможно установить валик в отверстие втулки перемещением захвата А вниз, необходимо обеспечить соосность валика и отверстия во втулке, иначе торец валика упрется в торец втулки, автомат может заклинить. Соосность деталей перед их соединением обеспечивается соосностью захватных устройств А и Б сборочного автомата. Если соосность валика и втулки в пределах установленного допуска обеспечена, то движением схвата А вниз валик вводится в отверстие во втулке и осуществляется соединение двух деталей.
Собранная сборочная единица должна быть удалена из рабочей зоны сборочного автомата, чтобы освободить место для следующих деталей Из рассмотренных четырех этапов автоматической сборки первый и четвертый этапы являются транспортными. Требования к точности относительного положения деталей на этих этапах сравнительно не велики. Соединение деталей в сборочную единицу осуществляется на втором и третьем этапах. На этих этапах требуется обеспечить определенное относительное положение деталей в более узких допусках, чем на других этапах. Компоновка сборочного автомата показана на рис. 2.11.