Определение потребности в запасах незавершенного производства
Определение потребности запасов незавершенного производства, а следовательно и нормы запаса оборотных средств, вложенных в незавершенное производство в первую очередь зависит от применяемого способа нормирования.
Методика расчета норм запаса незавершенного производства зависит от типа организации производственного процесса на предприятии: массового, серийного и единичного.Технологический процесс производства продукции состоит из отдельных последовательно совершающихся операций. В каждый момент этого процесса возможно наличие продукции, производство которой еще не закончено, т.е. находится на определенной операции. Подобная продукция частичной готовности, не прошедшая всех операций, предусмотренных технологическим процессом, и называется незавершенным производством (НЗП). Его размеры и состав неодинаковы в разных отраслях производства, зависят от сложности изделия, продолжительности производственного цикла и величины издержек производства [22].
Планирование и учет незавершенного производства ведутся в натуральных, стоимостных, временных (днях запаса) и трудовых измерителях.
НЗП в натуральном выражении (задел) представляет собой заготовки, полуфабрикаты, детали, узлы и материалы, находящиеся на различных стадиях производственного процесса и незаконченные обработкой.
НЗП в днях — это продолжительность оборота средств в производстве или норма запаса оборотных средств в незавершенном производстве.
НЗП в трудовом выражении, то это трудоемкость заделов незавершенного производства.
В стоимостном выражении под НЗП подразумеваются затраты предприятия на образование заделов полуфабрикатов, деталей, узлов и изделий на всех стадиях производственного цикла.
Рассмотрим эти категории более подробно. Начнем с НЗП в натуральном выражении.
Запас (задел) незавершенного производства, представляет собой заготовки, детали, узлы и материалы, находящиеся на различных стадиях производственного процесса и незаконченные обработкой.
Заделы являются овеществленными выражениями опережений запуска партий деталей, а внутри цеха, — овеществленными выражениями длительностей производственного цикла изготовления партий деталей.
Без необходимых заделов трудно обеспечить бесперебойную, высокопроизводительную и равномерную работу и равномерный выпуск продукции. Однако, излишние и некомплектные заделы приводят к увеличению потребности в оборотных средствах и к замедлению их оборачиваемости.Заделы незавершенного производства состоят из трех частей:
а) незавершенной продукции, находящейся в непосредственном производстве (на рабочих местах); б) незавершенной продукции в межоперационных складах цеха (участка), ожидающей следующей операции; в) готовой продукции в конкретной стадии технологического процесса и ожидающей перехода на следующую стадию (готовые заготовки, детали и собранные узлы, лежащие на межцеховых складах).
Первые две части образуют внутрицеховое незавершенное производство, третья часть - межцеховое незавершенное производство.
В серийном производстве к внутрицеховым относятся цикловые заделы (технологический задел и транспортный задел); к межцеховым — оборотные и страховые заделы. Последние называют также складскими, так как они должны находиться на складах (операционных, межцеховых).
Выделяют следующие виды заделов незавершенного производства:
- технологический задел - детали и полуфабрикаты, находящиеся непосредственно в процессе обработки;
- транспортный задел - запасы у рабочих мест до начала операции, запасы после операции в ожидании транспортировки их на следующую операцию; запасы на внутризаводском транспорте во время перевозки и ожидания погрузки или выгрузки;
- оборотный задел - запасы, образующиеся вследствие различной пропускной способности отдельных видов оборудования и необходимости накопления деталей и полуфабрикатов в объеме, соответствующем емкости отдельных видов оборудования;
- страховой задел - определенный запас деталей, создаваемый для обеспечения бесперебойной работы линии в случае аварии или задержек поступления деталей из предыдущих участков производственного процесса.
Трансформацию НЗП в пределах технологического цикла можно представит на рисунке 2.4.
 Рис. 2.4 - Логика производственного процесса и образования НЗП машиностроительного предприятия |
Рассмотрим особенности расчета заделов незавершенного производства в серийном (А) и массовом (Б) производствах.
Формулы расчета заделов НЗП (в штуках) приведены в таблице
2.7.
Таблица 2.7
| Расчет заделов НЗП
|

 |
 |
Заделы в серийном производстве делятся на:
цикловые (внутрицеховые) заделы - включают технологические, страховые, оборотные и транспортные заделы; складские (межцеховые) заделы - включают страховые и оборотные заделы.
Нормы заделов деталей, узлов и изделий серийного производства рассчитываются на основании разработанных на предприятии календарно - плановых нормативов.
Формулы определения нормы НЗП в серийном производстве приведены в таблице 2.8.
Таблица 2.8 Расчет нормы НЗП в серийном производстве
 |
 Средняя суммарная величина всех видов заделов образуется путем суммирования величин цикловых, оборотных и страховых заделов. |
Норма оборотных средств в незавершенном производстве определяется в зависимости от средней длительности производственного цикла и среднего коэффициента нарастания затрат в производстве, от специфики отрасли промышленности, особенностей организации производства и учета затрат на производство, от серийности и массовости выпускаемой продукции.
Производственный цикл включает операционное (технологическое) и межоперационное время. Операционное время определяется путем суммирования норм времени на отдельные производственные операции, предусмотренные технологическим процессом. Значительно сложнее производится расчет межоперационного времени, которое включает: время естественных процессов, протекающих без участия труда; время, затрачиваемое на технический контроль и транспортировку; время пролеживания деталей и полуфабрикатов между последовательными
технологическими операциями.
На предприятиях промышленности, в том числе машиностроения, межоперационное время в несколько раз превышает технологическое.
Во многих отраслях промышленности продолжительность производственного цикла в целом по производству не планируется; при планировании производственного процесса и загрузки оборудования определяется длительность обработки отдельных деталей в каждом цехе, а затем длительность производственного
цикла по основным изделиям. При этом в машиностроении для упрощения расчетов допускается равенство длительности цикла, например изготовления всей машины сумме циклов изготовления ведущей детали, сборки ведущего узла и общей сборки машины (от момента включения в сборку ведущего узла и до сдачи готового изделия). Этот принцип расчета оправдывается тем, что все детали, предназначенные для данного узла, изготовляются параллельно с ведущей и их цикл короче цикла изготовления ведущей детали. Точно так же циклы сборки остальных узлов короче времени сборки ведущего узла.
Показатели плановой продолжительности производственного цикла изготовления изделий затем распространяются на все остальные родственные по технологии и организации производства изделия, для чего соответствующим образом группируется вся планируемая номенклатура выпуска. Средняя продолжительность цикла по предприятию рассчитывается как средневзвешенная величина исходя из данных об удельном весе отдельных изделий или их групп в себестоимости планируемого выпуска товарной продукции.
При этом раздельно рассчитывается средняя продолжительность цикла по основному и по вспомогательному производствам в с учетом следующих слагаемых: технологический задел, транспортный задел, оборотный задел, резервный задел.Средняя длительность производственного цикла определяется как средневзвешенная величин, характеризующих длительность производственного цикла по отдельным группам изделий по формуле (2.46):
 |
где Д1, Д2, ..., Дп - длительность производственного цикла по
отдельным видам или группам изделий;
У1, У2, ..., Уп - удельные веса отдельных видов или групп изделий в общем их выпуске.
По мере перехода предметов труда в виде деталей или полуфабрикатов из одной стадии производства в другую увеличивается их себестоимость за счет присоединения затрат на отдельные производственные операции. Чем выше удельный вес затрат в самом начале процесса производства в себестоимости готовой продукции, тем выше и средняя себестоимость незавершенного производства по отношению к себестоимости законченных изделий, и наоборот. Средняя себестоимость
незавершенного производства зависит не только от постепенности нарастания затрат, но и от распределения запасов незавершенного производства по его стадиям: незаконченная продукция тем дороже, чем она ближе к окончанию процесса производства. Следовательно, средняя себестоимость остатков незаконченной продукции находится в зависимости от ее себестоимости на различных стадиях готовности, а также от распределения запасов незавершенного производства между начальными и конечными стадиями производства. Отношение средней себестоимости незавершенного производства к себестоимости готовых изделий выражается в виде коэффициента себестоимости незавершенного производства, или коэффициента нарастания затрат.
Коэффициент нарастания затрат определяется делением средней себестоимости изделия в незавершенном производстве на общую сумму затрат на производство единицы или партии изделий.
Определяется этот коэффициент разными способами: а) сравномерным; б) неравномерным нарастанием затрат.
Все затраты в процессе производства подразделяются на единовременные и нарастающие. К единовременным относятся затраты, производимые в самом начале производственного цикла: затраты сырья, материалов, покупных полуфабрикатов. Нарастающие распределены по дням производственного цикла исходя из технологии производства. Нарастание затрат в процессе производства может происходить равномерно и неравномерно.
Сырье и основные материалы вступают в процесс производства обычно с самого его начала, и их стоимость относится к единовременным затратам. Все остальные расходы производятся постепенно в ходе изготовления изделий. Они также могут быть установлены по данным сметы производства и распределены в соответствии с технологией производства по дням производственного цикла. Так, на ряде производств комплектующие детали и полуфабрикаты, поступающие от кооперированных предприятий, присоединяются к изделиям уже в процессе их сборки или комплектации. Поэтому затраты на комплектующие детали и полуфабрикаты относятся обычно на последние дни цикла в соответствии с технологией производства. В тех случаях, когда расходы на зарплату и обслуживание производства трудно рассчитать по дням цикла, их условно распределяют в равных долях на каждый день цикла. В итоге определяется процентное отношение единовременных и постепенно нарастающих затрат к общей сумме затрат на производство, принимаемой за 100%.
Чем выше удельный вес единовременных затрат в себестоимости продукции, тем относительно выше и средняя себестоимость незавершенного производства.
Расчет коэффициента нарастания затрат в незавершенном производстве, когда затраты в процессе производства на изготавливаемую продукцию происходят равномерно, производится по формуле (2.47):
 |
где З - сумма производственных затрат на незаконченную единицу или партию изделий (себестоимость этих изделий в незавершенном производстве);
С - полная плановая себестоимость единицы или партии изделий в незавершенном производстве.
Если принять, что все материалы для изготовления изделия запускаются в производство в первый день цикла, а все последующие затраты расходуются равномерно, то коэффициент нарастания затрат будет определяться по формуле (2.48):
 |
где Км - коэффициент затрат на материалы в себестоимости изделия.
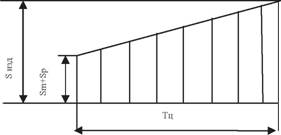
В данном случае все материальные затраты (SM) и комплектующие изделия (Sp) поступают в производство при запуске (рис. 2.5).
 Рис. 2.5 - График нарастания затрат в незавершенном производстве при поступлении материальных затрат при запуске При поступлении материалов в производство при запуске, а комплектующих изделий в процессе узловой и общей сборки |
где SM - затраты на материалы, поступающие в производство в начале цикла;
| коэффициент нарастания затрат рассчитывается по формуле (2.49) (рисунок 2.6):
|
| Рис. 2.6 - График нарастания затрат в незавершенном производстве при постепенном поступлении ресурсов
|
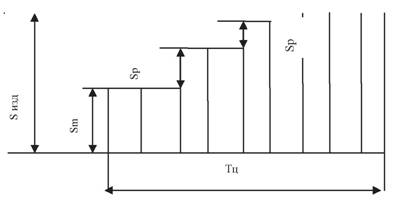
S1 S2,..., S3 - средний уровень затрат на данной стадии цикла;
Тц - Тп — время пребывания затрат данной стадии в цикле.
Средний коэффициент нарастания затрат (Кнзср) может быть определен как средневзвешенная степени готовности (коэффициентов нарастания затрат в производстве) отдельных изделий, видов, групп, серий по формуле (2.50): hspace=0 vspace=0>






